PVC防水卷材熱熔墊圈規(guī)格

-
 施工方法阻燃高分子蓄排水板熱熔墊片
施工方法阻燃高分子蓄排水板熱熔墊片
面議
-
 地鐵使用蜂窩式防水板熱熔墊片
地鐵使用蜂窩式防水板熱熔墊片
面議
-
 碳素保濕葡萄園除草布
碳素保濕葡萄園除草布
面議
-
 葡萄園防草布規(guī)格齊全
葡萄園防草布規(guī)格齊全
面議
-
 防紫外線果園除草布規(guī)格齊全
防紫外線果園除草布規(guī)格齊全
面議
-
 保濕透水蘋果園除草土工布
保濕透水蘋果園除草土工布
面議
-
 可降解果園除草布規(guī)格齊全
可降解果園除草布規(guī)格齊全
面議
-
 圖片大全EVA防水卷材熱熔墊
圖片大全EVA防水卷材熱熔墊
面議
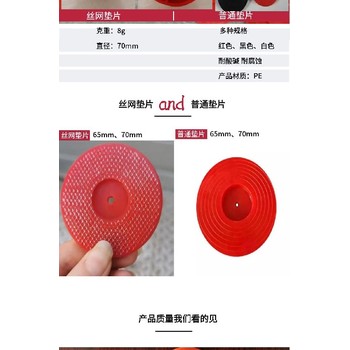
PVC防水卷材熱熔墊圈規(guī)格
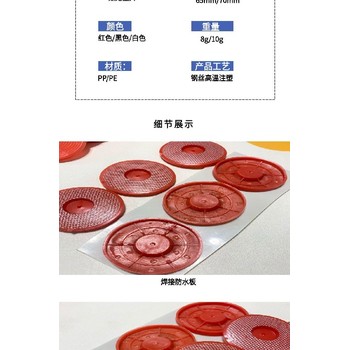
產(chǎn)品別名 |
隧道EVA防水板熱熔墊片 |
面向地區(qū) |
全國 |
土工膜現(xiàn)場聯(lián)接應(yīng)符合下列規(guī)定
1)根據(jù)氣溫和材料性能,隨時調(diào)整和控制焊機工作溫度、速度,焊機工作溫度應(yīng)為200-300℃。
2)焊縫處土工膜應(yīng)熔結(jié)為一個整體,不得出現(xiàn)虛焊、漏焊或超量焊。
3)出現(xiàn)虛焊、漏焊時,切開焊縫,使用熱熔擠壓機對切開損傷部位用大于破損直徑一倍以上的母材補焊。
4)焊縫雙縫寬度宜采用2xlOmm
5)T字型接頭宜采用母材補疤,補疤尺寸可為500mmx500mm疤的直角修圓。

現(xiàn)場焊接土工膜可采取以下步驟
1)用干凈紗布擦拭焊縫搭接處,做到無水、無塵、無垢:土工膜應(yīng)平行對正,適量搭接。
2)根據(jù)當(dāng)時當(dāng)?shù)貧夂驐l件,調(diào)節(jié)焊接設(shè)備至佳工作狀態(tài)。
3)在調(diào)節(jié)好的工作狀態(tài)下,做小樣焊接試驗,試焊接Im長的PE土工膜樣品。
4)采用現(xiàn)場撅拉檢驗試樣,焊接不被撕拉破壞、母材被撕裂認(rèn)為合格。
5)現(xiàn)場撕拉試驗合格后,用已調(diào)節(jié)好工作狀態(tài)的熱合機逐幅進行正式焊接。

【防水板優(yōu)點】
1、優(yōu)良的柔韌性、防滲性、延伸率及耐磨性;
2、具有較好的隔離性、抗穿刺性;
3、無化學(xué)污染;
4、耐酸堿及多種化學(xué)物質(zhì),尺寸穩(wěn)定性好,粘結(jié)性好,便于施工。

在北方氣候條件下,鋪設(shè)三維復(fù)合排水網(wǎng)可幫助減輕凍脹的影響。如果冰凍深度很深,可把土工網(wǎng)鋪設(shè)在底基中較淺的位置,作為毛細(xì)作用阻塞。另外經(jīng)常還需要用不易凍脹的粒狀底基層替換,向下延展到冰凍深度。易凍脹的回填土可直接填在三維復(fù)合排水網(wǎng)上面,直到地基地面線。在這種情況下,該系統(tǒng)可連接到排水出口,使地下水位在相當(dāng)于或低于這個深度。這樣就可以潛在地限制冰晶體的發(fā)展,在寒冷地區(qū)春季冰融時,不用對交通荷載進行限制。
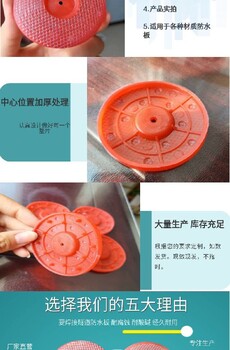
本公司經(jīng)過十幾年的研究、實踐開發(fā)出EVA帶氣孔的熱熔墊片、PVC帶氣孔的熱熔墊片,該產(chǎn)品粘接防水板牢固、粘接速度快、施工簡單等優(yōu)點受到施工單位一致好評,產(chǎn)品山東、江西、河南、四川、湖南、湖北、云南、廣州、貴州、內(nèi)蒙、吉林等地。
感謝您關(guān)注我們的產(chǎn)品,若您希望獲得進一步的了解,如白色熱熔墊片價格、白色熱熔墊片規(guī)格型號等更多信息,歡迎您隨時聯(lián)絡(luò)我們,誠邀為您提供滿意的服務(wù)!

根據(jù)工程需要及當(dāng)?shù)貧夂驐l件,我們將在工程施工地點附近租借臨時倉庫,用于存儲產(chǎn)品,根據(jù)工程的需要隨時、隨地提供貨。加強倉庫產(chǎn)品的管理,防止產(chǎn)品因人為出現(xiàn)質(zhì)量問題。產(chǎn)品供貨時提前生產(chǎn)、儲備以防下雨下雪、交通堵塞等情況,影響工期。
1.遇到下雨天氣,地下水位高時,隨時準(zhǔn)備好抽水機抽水,直至施工面無水;
2.遇到交通阻塞、雨雪天氣時立即調(diào)動施工現(xiàn)場庫房提前儲備的土工膜進行施工,確保工期;
3.將施工設(shè)備的備品備件放到施工現(xiàn)場,一旦設(shè)備發(fā)生故障、損壞立即換用備品備件進行施工。

焊接技術(shù)要求及注意事項
1、根據(jù)氣溫及土工膜特性,隨時調(diào)整焊機工作溫度和速度。
2、焊縫外兩層土工膜應(yīng)熔結(jié)為一個整體,不得出現(xiàn)虛焊、漏焊或超量焊。
3、焊縫處聯(lián)結(jié)的兩層土工膜搭接平展、舒緩。
4、橫向焊縫間搭接儲存不小于80mm。
5、焊條采用土工膜焊條。
6、焊條應(yīng)清潔、不接觸任何污物。
7、“T”字形接頭采用母材補疤,補疤尺寸為300mmX300mm補疤直角應(yīng)修圓。
8、接縫處需打毛時,以清除膜表臘質(zhì)使其粗糙為準(zhǔn),緊靠兩層膜的結(jié)合部位打倒,應(yīng)保持打毛后表面的清潔。
9、接縫處上層土工膜的邊緣應(yīng)打毛成45。斜角。

焊接施工工藝流程
土工膜接縫焊接采用雙軌熱熔焊機焊接,其焊接工藝流程為:調(diào)節(jié)焊縫尺寸——焊接界面清理——熱熔焊接——外觀檢驗——組破壞試驗——項目經(jīng)理驗收
在修補、覆蓋或雙軌熱熔焊機無法達到的部位,我們使用擠壓熔焊機,其焊接工藝為:膜面清理——熱風(fēng)粘接定位——焊縫區(qū)打毛——擠壓焊拉——外觀檢駘——樣件破壞試驗——項目經(jīng)理驗收

焊縫質(zhì)量檢測
1. 檢測方法應(yīng)采用充氣法及室內(nèi)試驗,也可采用火花試驗或超聲波探測法。
2. 檢測設(shè)備采用氣壓式檢測儀及真空檢測儀。
焊縫質(zhì)量要求:
1.對雙縫充氣長度為30-60㎜雙焊縫間充氣壓力達到0.15-0.2MPa,保持1-5min,壓力無明顯下降為合格。
2. 對單焊縫和T形結(jié)點及修補點應(yīng)采取50㎝×50㎝方格進行真空檢測,真空壓力大于或等于0.005MPa,保持30s,肥皂液不起泡為合格。
3. 室內(nèi)試驗.焊縫抗拉強度應(yīng)大于母材強度。
4. 質(zhì)量檢驗應(yīng)隨施工進展進行。
5.參考依據(jù):《防水板應(yīng)用技術(shù)工程CTTT/T238-1998》